Листы из нержавейки выполняют не только практические, но и декоративные функции, которые вы можете использовать в проектах. Часто приходится сначала согнуть листовой металл, для этого требуется большая точность. Вот почему лучше всего выполнять гибку профессионалам, имеющим опыт и подходящее оборудование.
Преимущества и особенности нержавеющей стали
Нержавеющая сталь – один из самых популярных продуктов в промышленности, поэтому гибка нержавейки является стандартным процессом формовки при производстве деталей различного назначения.
Изделия из нержавеющей стали предлагают множество преимуществ в повседневной жизни:
- устойчивость к температуре;
- сопротивление ржавчине;
- гигиеничность;
- легкость сварки;
- прочность.
Хотя нержавеющую сталь можно согнуть в различные формы, этот процесс может потребовать значительного прямого давления со стороны специализированных инструментов.
Гибка – одна из важнейших работ в металлообрабатывающей промышленности. Для достижения наилучшего результата необходимо учитывать физические характеристики, также используются различные станки и оборудование, поскольку они дозируют силу точно и равномерно. Цеха и мастерские осуществляют работу преимущественно на гибочных станках, которые позволяют достичь высочайшей точности и быстрого результата. Машина с ЧПУ оснащена современной компьютерной системой и работает автоматически.
Подготовка листа нержавейки к гибке
Прежде чем приступить к работе, сначала необходимо выполнить расчет. Есть один фактор, который вам обязательно следует принять во внимание. Радиус изгиба. Это указывает на наименьший возможный радиус, при котором можно согнуть, не сломав. Листовой металл растягивается по внешней стороне изгиба. Однако внутренний радиус сжимается или укорачивается. Сталь изгибают с радиусом изгиба, соответствующим толщине, т. е. коэффициентом 1.
Выбор листа нержавейки
Поскольку нержавеющая сталь является очень твердым материалом, толщина заготовки из нержавеющей стали играет важную роль при изгибе. Чем толще лист, тем больше силы требуется. Листы нержавеющей стали толщиной до 12 миллиметров обычно можно согнуть в холодном состоянии. Если заготовка толще, её необходимо предварительно нагреть до температуры выше 150°С.
Необходимые инструменты и оборудование
Гибка с высокой точностью — согните любые детали из нержавеющей стали, используя необходимые для процесса инструменты:
- гидравлический пресс;
- листогибочный станок;
- ручные инструменты.
Меры безопасности
Средства индивидуальной защиты — первая линия защиты в мастерской от потенциальных опасностей. Не подлежит обсуждению то, что каждый, кто участвует в процессе гибки, должен иметь:
- защитные очки: от летящих частиц или искр;
- наушники: наушники и беруши защищают от повреждения органов слуха из-за высокого уровня шума оборудования;
- перчатки: защищают руки от травм, таких как порезы и ожоги;
- защитная одежда: огнестойкие фартуки и куртки защищают от искр и брызг охлаждающих жидкостей.
Методы гибки листа нержавейки
Конечной целью каждого метода является придание конструкциям желаемой формы, но они различаются по принципу действия. Зная как согнуть листовой металл нужно понимать, что метод определяют толщина, размер изгиба, радиус и целевое назначение обрабатываемого изделия.
Гибка на листогибочном станке
Действуйте с предельной точностью, чтобы добиться наилучшего результата. Опытные мастера используют специальный станок, с его помощью можно, например, перерабатывать листовой металл в цилиндры или трубы. Работа значительно упрощается с помощью гибочного станка. Известные производители предлагают соответствующие модели для каждой конкретной обработки.
Преимущества:
- для любых задач найдется оптимальный станок;
- устройства обеспечивают особенно точную работу.
Листогибочный станок является незаменимым основным оборудованием в каждой мастерской, где обрабатывают листовой металл.
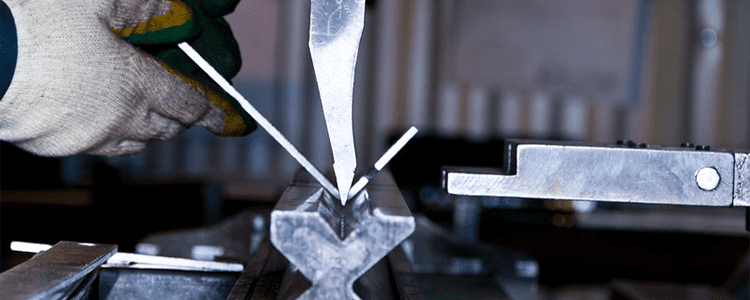
Ручная гибка
Гибка возможна не только с помощью промышленных инструментов. Относительно небольшие листы металла можно согнуть, используя только тиски и кувалду (и, возможно, сварочную горелку).
Метод требует подготовки: необходимо разрезать деталь, чтобы она поместилась в тиски, вручную рассчитать припуск (в отличие от припуска на изгиб промышленного уровня, который можно рассчитать в ЧПУ), чтобы выполнить правильную разметку.
Процесс немного сложнее, есть несколько нюансов, в том числе возможность ошибки при расчете припуска, а также давления, которое необходимо приложить.
Если процесс особенно сложен, можно попробовать нагреть, чтобы облегчить сгибание. Однако этот процесс чрезвычайно сложен, поскольку есть вероятность при перегреве повредить металлическую деталь.
Гибка с использованием гибочных приспособлений
Ручные инструменты по-прежнему ценны даже в самых технологически продвинутых мастерских. Эти инструменты обеспечивают изящество, гибкость и точность, часто необходимые для индивидуальной работы:
- ручной станок: инструмент, похожий на плоскогубцы, для небольших изгибов;
- плоскогубцы: позволяют манипулировать и позиционировать горячий металл;
- молотки и кувалды: придайте форму и исправьте мелкие дефекты.
Преимущества ручного инструмента:
- гибкость: идеально подходит для индивидуальных работ, ремонта или любых задач, требующих индивидуального подхода;
- портативность: ручные инструменты можно использовать на месте для выполнения конкретных задач.
Гибка с использованием гидравлического пресса
Гидравлический пресс можно использовать в качестве гибочной машины для сгибания металлических листов. Заготовку помещают на штамп и прижимают на противоположной стороне. Давление создается гидравлически и воздействует на материал, сгибая его.
Изгиб определяется формой матрицы, на которой лежит материал. Форму штампа можно изменить для создания различных форм. Конечный вид продукта также зависит от размера штампа, положения материала на штампе и давления, приложенного к материалу.
Гидравлические прессы используются в металлообрабатывающей промышленности для гибки листов. Примеры применения включают производство кузовных панелей и воздуховодов.
Преимущества использования гидравлического пресса включают:
- возможность создания точных изгибов;
- возможность создания сложных форм изгибов;
- возможность сгибать большие объемы за короткий период времени.
Использование гидравлического пресса также может помочь снизить затраты и трудозатраты благодаря его способности быстро и точно обрабатывать большие количества материалов.
Основные этапы гибки листа нержавейки
Процесс может варьироваться в зависимости от типа гибки и оборудования. Общий процесс выглядит следующим образом:
- Конструкция: углы, радиусы и размеры указаны на технических чертежах.
- Программирование: последовательность, включая выбор инструмента, глубину, поля, давление и т. д., программируется на основе материала, толщины и характеристик.
- Настройка: штампы устанавливаются на станок.
- Загрузка: материал загружается и выравнивается.
- Первый сгиб: выполняем первую запрограммированную процедуру в соответствии с последовательностью.
- Изменение положения: оператор меняет положение листа.
- Разгрузка: деталь выгружается для проверки.
- Проверка: проверяются размеры, углы и дефекты, чтобы убедиться, что детали соответствуют спецификациям.
Разметка листа
Используйте маркер, чтобы обозначить место, где вы хотите согнуть металл. Разметку всегда следует делать на внутренней стороне.
Закрепление листа
Точно расположите и надежно закрепите металл для правильной формовки. Будьте осторожны при выравнивании, так как незначительный перекос приведет к разрушению изделия.
Процесс гибки
Подробная последовательность:
- Выберите необходимую толщину листа нержавеющей стали.
- Определите припуск.
- Выберите подходящий инструмент.
- Выполните разметку.
- Поместите лист на рабочую поверхность и закрепите его.
- Примените силу инструментом или включите станок.
- Проверьте.
- Обработайте.
Контроль качества
Внесите необходимые корректировки в процесс. Всегда осматривайте заготовку в процессе для достижения наилучшего результата.
Проблемы и их решения:
- край изгиба не прямой: увеличьте силу контакта;
- появление царапин на внешней поверхности после изгиба заготовки: отрегулируйте зазор при изгибе;
- трещины: слишком мал радиус сгиба внутри.
Частые ошибки и их избегание
Наиболее распространенные ошибки и способы решения:
- неправильно рассчитанный запас: перед началом работы необходимо рассчитать припуск для изгиба;
- отсутствие разметки: наметьте сгиб, чтобы видеть формовку;
- отсутствие контроля рабочей плоскости: любое образование трещин должно быть видно в начале их формирования;
- не применение нагревательной горелки: нагревание смягчает материал для дальнейшей обработки;
- неправильный угол: измеряйте, чтобы определить, сгибается ли материал по конечному радиусу или требует дальнейшего изгиба;
- неправильное закрепление листа: первым критическим моментом является правильное закрепление, проигнорировав этот этап, невозможно получить необходимый конечный продукт;
- пренебрежение техникой безопасности: строгое соблюдение правил имеет решающее значение для предотвращения серьезных травм оператора.
Заключение
Нержавеющая сталь доступна в больших количествах, устойчива к коррозии и прочна. Материал можно использовать как внутри помещения, так и снаружи, можно изменить по форме и цвету.
Не существует однозначного способа определить метод гибки, который бы объективно превосходил другие. Каждый отдельный метод служит своей цели и может быть лучше остальных при определенных обстоятельствах — включая тип металла, необходимый угол заготовки, общую форму детали и так далее. Также могут быть большие различия в том, насколько сложно или легко сгибать тот или иной тип сплава.
Несмотря на нюансы и сложности, гибка остается одним из наиболее простых процессов в металлообрабатывающей промышленности при правильном соблюдении техники безопасности. Однако это по-прежнему часть чрезвычайно сложной отрасли в целом, в которой есть моменты, о которых следует помнить. Следуйте всем этапам правильной подготовки для достижения качественного результата. Учитывайте практические советы и избегайте ошибок.